- Materiał wyjściowy produkcji
W formie kręgów blachy stalowej o różnych parametrach, szerokościach, grubościach i ciężarach (10 do 20 ton).
|

|
- Rozwijanie
Punktem wyjściowym produkcji jest rozwinięcie kręgu, a następnie ucięcie na długość przyszłego słupa.
|

|
- Cięcie wzdłużne
Wykrawanie wzdłużne powierzchni trapeziodalnych, płaskich rozwinięć przyszłych masztów.
|

|
- Wycinanie
Tworzenie niezbędnych wycięć oraz otworowania.
|

|
- Zaginanie
Tworzenie masztu przez zaginanie narzędziem o odpowiedniej formie.
|

|
- Spawanie
Spawanie wzdłużne prądami wysokiej częstotliwości bez dostarczania materiału spoiny (ERW).
|

|
- Otwór drzwiowy
Wycinanie drzwi zautomatyzowane lub przez przebijanie.
|

|
- Wyposażenie
Spawanie płyt oporowych, osprzętu oraz prace wykończeniowe.
|

|
- Galwanizacja
Przygotowanie oraz dekapowanie powierzchni przed galwanizacją ogniową, a następnie wykańczanie po galwanizacji.
|

|
- Malowanie piecowe
Wykończenie zgodnie z wymaganym odcieniem.
|

|
- Wierzchołek masztu
Nadanie formy walca od zewnątrz, o średnicy znamionowej 60 na długości100 mm, pozwala na montaż bezpośredni większości opraw.
Dla innych opraw do dyspozycji są elementy łączące.
Kalibrowanie wewnętrzne, w razie potrzeby, do mocowania wszelkich wysięgników i łączówek.
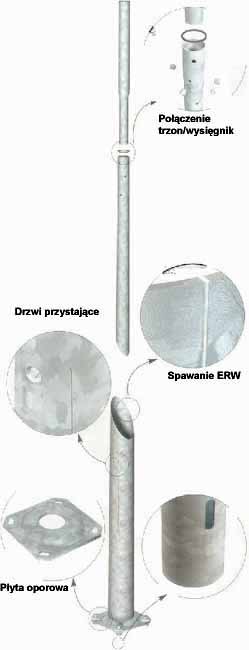
- Połączenie trzon / wysięgnik
Zgodnie z systemem zakończenie penetrującego wysięgnika unieruchomione jest nierdzewnymi śrubami dociskowymi, dostarczanymi i montowanymi na trzonie słupa.
- Spawanie wzdłużne
Realizowane na okrągłych trzonach stożkowych według nowatorskiego procesu technologicznego, z wykorzystaniem indukcji o wysokiej częstotliwości, charakteryzuje się spawem na poziomie powierzchni.
Proces jest w szczególności dostosowany do wykończenia malowaniem piecowym.

|
|
- Drzwi kontrolne
Sztywne i przylegające z promieniami 20mm, odpowiednio do wymagań normy EN40.
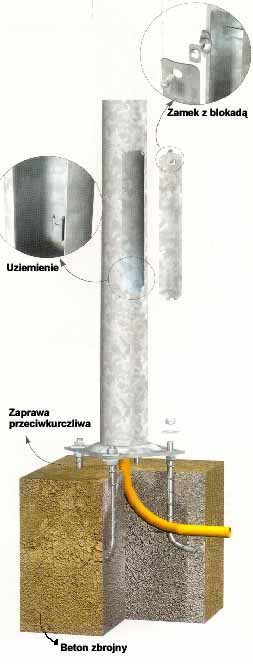
- Płyta oporowa przetłaczana
Pozwala na lepszy rozkład sił oraz przedstawia sobą doskonałą wytrzymałość zmęczeniową.
Wymiary szczelin płyty oporowej przestrzegają wymagania normy EN 40-2.
- Pręty kotwiące
Wyposażone w kwadratowe podkładki galwanizowane, wykonane ze stali Fe E 500 o wysokiej przyczepności (norma NFA 35016 jakość B 500 B normy XP-ENV 10 080).
- Zamek z blokadą
Śruba nierdzewna z łbem trójkątnym, komponenty nie do zgubienia.

|
|
- Ionic
Stalowy trzon żłobkowany okrągły stożkowy, dostępny dla wysokości 5, 6, 7, 8, 9 m, dla montażu oprawy na TOP lub na nadstawce.
Stalowa nadstawka rurowa proponowana o wys. 1m i 2m dla umocowania zespołu wysięgników PETITJEAN do dyspozycji na kołnierzu oraz płozie.
Utworzone zespoły są systematycznie proponowane w wersji malowanej piecowo.
- Embinox
Trzon o cokole ze stali nierdzewnej utworzony z blachy nierdzewnej austenitycznej spawanej poziomo, podwójnym spawem, do blachy stalowej. Tworzenie trzonu i wykończenie złączem nakładkowym nierdzewnym spawanym.

|
4 i 6 metrów: Style
8 i 10 metrów: BD 2462
|
|
|
Wysokość (m)
|
Średnice (mm)
|
Drzwi (l x h)
|
|
4
|
60/156
|
95/500
|
|
6
|
60/156
|
95/500
|
|
8
|
62/191
|
130/600
|
|
10
|
62-191
|
130/600
|

|
Omega 2462
|
|
|
Wysokość (m)
|
Średnice (mm)
|
Drzwi (l x h)
|
|
8
|
62/174
|
100/500
|
|
10
|
62/201
|
130/600
|
|

|
- Wysięgniki
Osprzęt pojedynczy, podwójny, potrójny lub poczwórny dla montażu bocznego opraw. kąt standardowy: 15o, maks. wysięg 500 mm.
- Drzwi na łańcuszek
Nie do zgubienia: nie do zastąpienia tam, gdzie upadek drzwi byłby szkodliwy (most, zawieszka na drodze, itd.)
- Drzwi wentylowane
Zmniejszają kondensację pary, zapewniając bezpieczeństwo elektryczne.
- Zawiasy
2 wersje: zawias standardowy zewnętrzny ze stali nierdzewnej (zawias wewnętrzny samoblokujący konsultować z nami)
- Śruba antywłamaniowa
Odpowiedź na problemy wandalizmu materiałów oraz energii elektrycznej. Specjalny śrubokręt na zamówienie.

|

|
